


เครื่องกัดไมโครซีเอ็นซี
ความซับซ้อนและรายละเอียด: การใช้งานร่วมสมัยจำนวนมาก โดยเฉพาะอย่างยิ่งในสาขาต่างๆ เช่น อิเล็กทรอนิกส์และอุปกรณ์ทางการแพทย์ จำเป็นต้องมีส่วนประกอบที่มีรายละเอียดที่ซับซ้อน เนื่องจากข้อจำกัดด้านขนาดเครื่องมือ จึงมักไม่สามารถบรรลุรายละเอียดเหล่านี้ได้ด้วยการกัดแบบธรรมดา

- การแนะนำสินค้า
ด้วยการพัฒนาของอุตสาหกรรม ทำให้มีความต้องการส่วนประกอบที่มีขนาดกะทัดรัด มีประสิทธิภาพ และมีรายละเอียดสูงเพิ่มมากขึ้น ความต้องการที่เพิ่มขึ้นนี้ได้ผลักดันให้งานกัดขนาดเล็กก้าวไปสู่แถวหน้าของการผลิตที่แม่นยำ และเหตุผลมีดังนี้:
ความซับซ้อนและรายละเอียด: การใช้งานร่วมสมัยจำนวนมาก โดยเฉพาะอย่างยิ่งในสาขาต่างๆ เช่น อิเล็กทรอนิกส์และอุปกรณ์ทางการแพทย์ จำเป็นต้องมีส่วนประกอบที่มีรายละเอียดที่ซับซ้อน เนื่องจากข้อจำกัดด้านขนาดเครื่องมือ จึงมักไม่สามารถบรรลุรายละเอียดเหล่านี้ได้ด้วยการกัดแบบธรรมดา
ประสิทธิภาพของวัสดุ: โดยพื้นฐานแล้ว การกัดขนาดเล็กจะขจัดวัสดุได้น้อยกว่าเมื่อเทียบกับการกัดมาตรฐาน สิ่งนี้แปลเป็นการลดของเสียและเพิ่มประสิทธิภาพการใช้วัสดุที่มีราคาแพงโดยทั่วไป
การใช้งานวัสดุที่หลากหลาย: การกัดขนาดเล็กสามารถนำไปใช้กับวัสดุได้หลากหลาย ตั้งแต่โลหะไปจนถึงพลาสติกและแม้แต่เซรามิก ความอเนกประสงค์นี้ช่วยให้มั่นใจได้ถึงความเกี่ยวข้องในอุตสาหกรรมต่างๆ
ความแม่นยำ: ขณะที่เราเจาะลึกขอบเขตทางเทคโนโลยีขั้นสูง ขอบของข้อผิดพลาดยังคงลดลงอย่างต่อเนื่อง การกัดระดับไมโครให้ความแม่นยำที่ต้องการ โดยมักจะลงไปถึงระดับไมครอน
การผลิตขนาดเล็ก: ส่วนประกอบบางชนิดไม่ได้มีปริมาณการผลิตเป็นล้านๆ ชิ้น การทำงานของชิ้นส่วนพิเศษบางอย่างอาจถูกจำกัด และการกัดขนาดเล็กก็นำเสนอโซลูชันที่มีประสิทธิภาพสำหรับสถานการณ์ดังกล่าว
สาระสำคัญของกระบวนการกัดขนาดเล็กอยู่ที่เครื่องมือ ตามชื่อที่แสดง นี่คือดอกเอ็นมิลล์ธรรมดารุ่นจิ๋ว แต่มีคุณสมบัติที่โดดเด่น:
วัสดุ: โดยทั่วไปเครื่องมือเหล่านี้ทำจากโซลิดคาร์ไบด์เพื่อให้มีความแข็งและทนทานต่อการสึกหรอที่จำเป็น อาจมีการเติมสารเคลือบ เช่น ไทเทเนียมไนไตรด์ (TiN) หรือเพชร เพื่อเพิ่มประสิทธิภาพการทำงาน
รูปทรง: เนื่องจากขนาดที่เล็กกว่า ดอกเอ็นมิลล์ไมโครจึงมีรูปทรงเรขาคณิตที่เป็นเอกลักษณ์เพื่อป้องกันการแตกหักของเครื่องมือและรับประกันการตัดที่แม่นยำ ตัวอย่างเช่น การออกแบบร่องคายเศษได้รับการปรับให้เหมาะสมเพื่อการกำจัดเศษที่มีประสิทธิภาพ
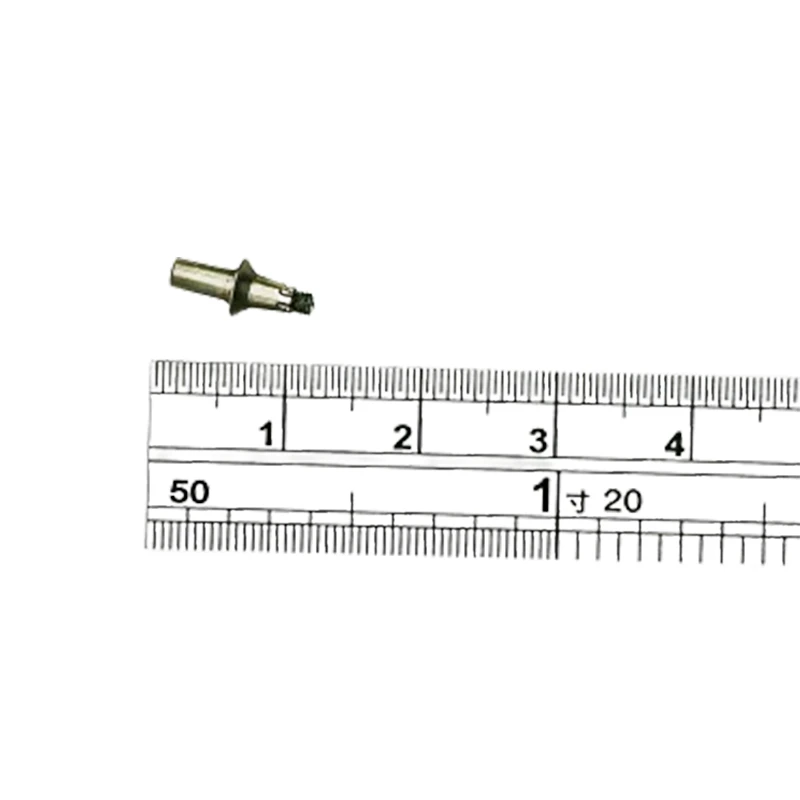
เส้นผ่านศูนย์กลาง: โดยทั่วไป เส้นผ่านศูนย์กลางของเครื่องมือเหล่านี้จะอยู่ในช่วงตั้งแต่ 0.1 มิลลิเมตรถึง 1 มิลลิเมตร แต่เครื่องมือที่มีขนาดเล็กกว่านั้นก็อาจใช้งานได้สำหรับการใช้งานเฉพาะเจาะจง
เครื่องมืออื่นๆ: นอกจากดอกเอ็นมิลล์แล้ว ยังมีดอกสว่านขนาดเล็ก ไมโครรีมเมอร์ และเครื่องมือพิเศษอื่นๆ เข้ามามีบทบาทอีกด้วย ซึ่งแต่ละชนิดได้รับการออกแบบมาสำหรับการใช้งานเฉพาะด้าน
เทคโนโลยีการผลิตระดับไมโคร: นอกเหนือจากการใช้เครื่องจักรขนาดเล็กเพื่อการควบคุมเชิงตัวเลขด้วยคอมพิวเตอร์ (CNC) แล้ว เทคโนโลยีการผลิตระดับไมโครอื่นๆ เช่น การฉีดขึ้นรูประดับไมโคร การพิมพ์ 3 มิติแบบไมโคร และการตัดเฉือนด้วยไฟฟ้าขนาดเล็ก (micro-EDM) ยังสามารถนำไปใช้เพื่อการผลิตชิ้นส่วนขนาดเล็ก ส่วนประกอบขนาด
รายละเอียดสินค้า:





รายละเอียดการบรรจุ: กล่อง, กล่องไม้, พาเลทหรือตามความต้องการของลูกค้า
รายละเอียดการจัดส่ง: 25-35 วันโดยทางทะเล 3-7 วันโดยทางอากาศ
คำถามที่พบบ่อย
ถาม: ความหนาต่ำสุดสำหรับกระบวนการกลึงที่ฉันสามารถใช้ในการออกแบบเพื่อหลีกเลี่ยงการบิดเบี้ยวคือเท่าใด
เราขอแนะนำความหนาขั้นต่ำ 0.8 มิลลิเมตรสำหรับโลหะและ 1.5 มิลลิเมตรสำหรับพลาสติก อย่างไรก็ตาม ค่านี้ขึ้นอยู่กับขนาดของส่วนประกอบที่จะผลิตเป็นอย่างมาก ตัวอย่างเช่น คุณอาจต้องลดขีดจำกัดความหนาขั้นต่ำสำหรับชิ้นส่วนขนาดใหญ่ และเพิ่มสำหรับชิ้นส่วนขนาดเล็กเพื่อป้องกันการบิดเบี้ยว
ถาม: EDM แบบเดิมกับ Wire Cut แตกต่างกันอย่างไร?
ความแตกต่างหลักระหว่าง Wire EDM (Electrical Discharge Machining) และ EDM (Electrical Discharge Machining) อยู่ที่การใช้ลวดทองเหลืองหรือทองแดงเป็นอิเล็กโทรดใน Wire EDM ในขณะที่ EDM ไม่เกี่ยวข้องกับการใช้โครงสร้างสายไฟ ในแง่ของฟังก์ชันการทำงาน เทคโนโลยี Wire EDM สามารถสร้างมุมที่เล็กลงและมีรูปแบบที่ซับซ้อนมากขึ้นเมื่อเทียบกับ EDM
ป้ายกำกับยอดนิยม: การกัดไมโคร CNC ผู้ผลิตจีน การกัดไมโคร CNC ซัพพลายเออร์ โรงงาน, ซัพพลายเออร์ชิ้นส่วนที่ประดิษฐ์ของ CNC, ซัพพลายเออร์ชิ้นส่วนอุปกรณ์การแพทย์ของ CNC, CNC Precision เปลี่ยนซัพพลายเออร์ชิ้นส่วน, บริการตั้งค่า CNC, การผลิตชิ้นส่วนเครื่องมือ CNC, ค่าใช้จ่าย CNC ที่ยืดหยุ่น




